澄打 将小兵更进一步地在纸上广阔延压。直至延压到12cm角的物品被称为“荒金(ARAGANE)”。将“荒金”切成4分之1大小,再延压至约20cm的大小。这就是“小重(KOJYU)”。再将小重切成4分之1的大小,再加以延压就成为“大重(OJYU)”。再将此夹入准备的用纸,即成为“上澄(UWAZUMI)”。此时的薄度已达到1000分之3mm。
打前 将重叠于箔打用纸的澄用当皮等加以固定,利用箔打用的机械进行锤打。锤打结束后,移到纸材准备好的主纸上,进一步将薄度延压至10,000分之1 mm。 [ 纸材准备 ] 金箔制作不可或缺的物品即是锤打箔之际夹于箔之间的和纸。这种和纸的制成决定着金箔的质量,至关重要。将和纸浸泡于鸡蛋、柿浆以及燃灰汁中,制成后即使锤打也难于破碎。
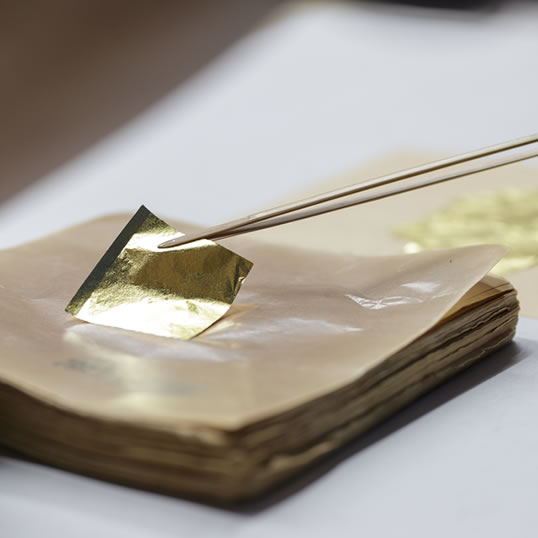
掀揭工作 一边确认锤打后的金箔的品质,一边将其移到广物帐(HIROMONOTYO)上。使用的道具是不易发生静电的竹筷和“天狗爪”。因为处理的是10,000分之1mm的极薄金箔,即使是微弱的风及静电也会使其破碎,所以是极为纤细的作业。
箔移 在最后的工序,将移到广物帐上的箔切裁齐整。金箔有10.9cm角、12.7cm角、15.8cm角、21.2cm角的4种类尺寸。将箔切裁齐整的是竹制的框架。用左手持拿皮板,从广物帐用竹筷将金箔移动。移动后的金箔用框架进行上下、左右的切裁。切裁后的箔放在切纸上,全部工序结束。











 观光设施箔巧馆
观光设施箔巧馆 观赏
观赏 品味
品味 接触
接触 购物
购物 制品・服务
制品・服务 金泽箔工艺品
金泽箔工艺品 化妆品与油脂清除纸
化妆品与油脂清除纸 点心、酒类、食用金箔
点心、酒类、食用金箔 箔材料
箔材料